羽毛球知识点干货选好羽毛球为你省钱
这一次要普及的是羽毛球的知识点。打羽毛球什么最费钱,无非就是场地费和羽毛球的消耗。羽毛球本身也贵,目前市场价大概在50-120左右一桶,一个球只能打半小时到1小时的样子,属于是快速消耗品。选择好的羽毛球可以让您的竞技体验感增强,同时降低成本花销。
如何分辨羽毛球的好坏?六字诀:一看二握三捏
一看:每个羽毛球标准是16根羽毛,毛色越白越好(专门染色的除外),羽毛长度要在60~70毫米之间,要长短一致,;弯度一致、插列整齐,间隔均匀,毛片间相搭的角度均匀的,飞行比较稳定;羽毛开口圆度好,大小标准;不可有倒毛、断梗,虫蛀等毛病,否则球稳定差。
二握:用手圈握羽毛球的毛片感受毛片的强度和韧性,毛杆粗,强度大韧性强好。
三捏:用手指捏羽毛球的线圈,弹性好(有一定强度,捏后放手能快速恢复原状)的球耐打性较好。太硬的(捏时可能会发出啪的声音、胶水比较脆)打球时容易大片毛断裂。太软的容易使球失去转速,导致球速过快和飞行偏移。
羽毛球质量的判断最好是试打
先将一打12个球全部以发高远球的方式发一遍,以判断其飞行的稳定性和速度,然后再选择其中之2-3个球进行大力杀球测试,如能经历业余高手15-20拍的大力杀球而不变形的,应该视为耐打不错。10拍以下就是不耐打。
羽毛球的组成结构
A:羽毛
B:球头
C:4.8-5.2g
D:口径60mm
A:羽毛
原毛
1、质量高到低:鹅毛、鹚鹄鸭毛、樱桃鸭毛、台鸭毛、水鸭毛 、豚鸭;
2、第1至3根为半边毛,做低档球;第4-至10根为刀翎毛,做中高档球;第11根至16根为窝翎毛
3、原毛主要来源于两种途径:大型禽类屠宰场和羽绒厂

半边毛和刀翎毛

不同羽片的耐打性关系
生产羽毛球的第一步1:洗毛
1、 将羽毛倒进一个巨大的水池,放入清水、双氧水和羽毛洗涤剂,通过水池中央的搅拌器进行清洗。
2、加入羽毛洗涤剂是对羽毛中的脂肪物起到乳化、分离的作用,可消除羽毛上的污垢、异臭,提高和改善羽毛的蓬松度。双氧水是为了漂白和消毒。
2:增白
1、清洗过后的羽毛,经甩干后,再次倒入水池中,放入羽毛增白剂后搅拌、增白。
PS:羽毛增白剂是专门用于羽毛的增白作用,一般在清洗后进行漂白,羽毛的白度能增加20%-50%。
2、增白后的羽毛捞起后,就可以进行晾晒了,一般进行,羽毛阴干>太阳下晒干>烘干
3:冲毛
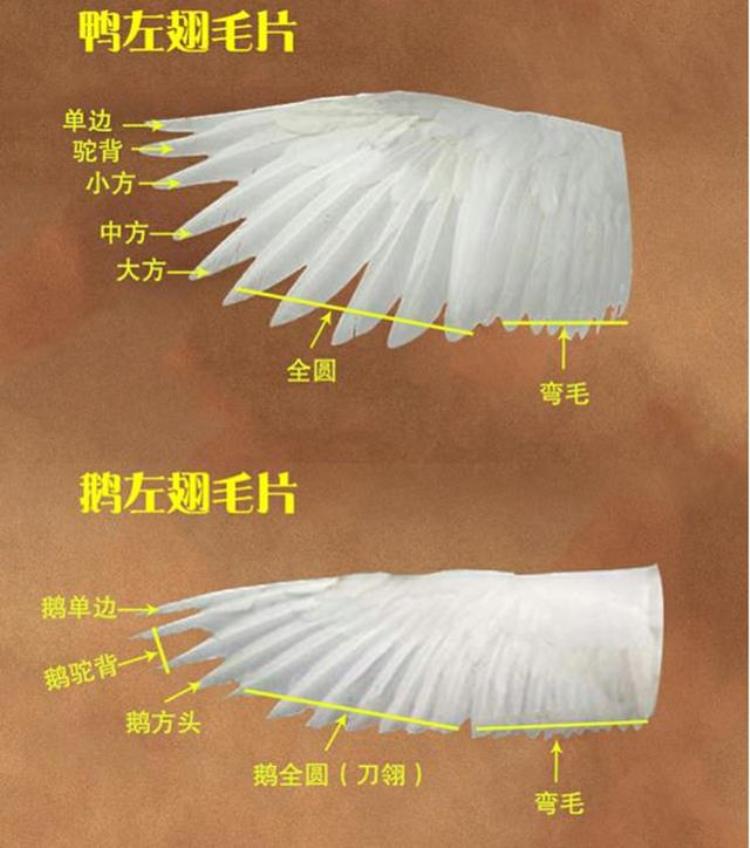
1、将烘干后的原毛按大、中、小原毛区分开来,然后再区分左手毛、右手毛。
就可以将分好类的羽毛冲成毛片——就是羽毛球上插着的那个小东西。
 毛片分级
毛片分级
1、首先根据毛片的粗细、厚薄进行分类;
2、再按照毛的品质分为一、二、三、四级;
Ps:拱度是指从羽毛梗到羽毛尖的弯曲度,弯度是指羽毛梗的弯翘度。

毛片分级全自动化电脑删选

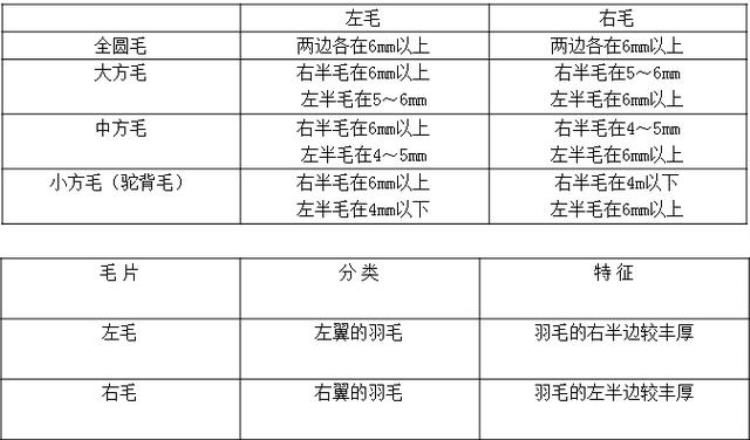 毛片汇总
毛片汇总
(1)分鸭毛和鹅毛两种,鸭毛以江西的最好,鹅毛以东北的最好;
(2)鸭、鹅都有两只翅膀,所以分为左手毛、右手毛;
(3)毛片形状:羽毛在翅膀位置的不同,导致冲出来的毛片形状不同,主要有全圆、大方、中方、小方、驼背、大刀等;
(4)毛片粗细:根据毛杆粗细程度,将毛片分为中粗和细杆;
(5)毛片等级:根据毛片的毛色、完整度、弯翘度等划分为4-5个等级。
B:球头球头生产的第一步就是下料
下料(台纤和碎木板材)
将裁好的台纤板上机床冲出台纤头

冲球头
拼接(三拼球头)
将冲好的台纤头和软木头用专用胶拼接。
(三拼球头组合:软木 台纤 软木 软木上部厚度6 mm、台纤中部厚度 9 mm、软木底部厚度11.2-12 mm
磨头前 26.2 mm
成品 24-24.3 mm
重量:2.0-2.3g

三拼球头
磨 头
将拼接好的组合球头上机器进行打磨( 按上述尺寸)

打磨
包 头
将打磨好的球头上胶套皮

上套皮
烘 烤
将上好胶的球头放入烘箱进行烘烤(使PU皮更加紧贴球头)

烘烤球头
下 套
将烘烤好的球头进行下套操作

下套
分重
把球头放到电子秤上进行称重,按每相差0.04g的标准将球头分类,如1.8-1.84归为一类、1.85-1.89归为一类,依次类推。
国际羽联对羽毛球重量有严格规定,除去毛片、线圈、胶水,球头的重量一般控制在2.6g内。分重后的球头就可以进行配重和钻孔了。
要看16只毛片配多重的球头,如16只毛片重1.8g,那么配2.3g的球头比较合适,再加上底胶和线胶,做出的球在5g左右。
 球头汇总
球头汇总
现在使用较多的为再生软木球头,其原材料主要是复合再生软木、台纤板、白色人造皮(PU材质 );
1、台纤:台湾中华软木厂生产的一种化工材料,质量轻、硬度高,非常符合要求,起名台纤意为“台湾产的化纤材料”。
2、人造革皮:PU材质,包在球头外部的白色人造革。

台纤双拼(球狂300.400、王者500.600.700)、软木双拼(Team 1.2)、软木三拼(大师800)、全软木(大师900)。中高档的羽毛球都是采用的天然软木质的球头。
(续—生产流程)植毛
1、将足量的没有钻孔的球头放入植毛机的滚筒内,机械会自动给球头钻好孔。
2、同一拱度和弯度的毛片放到送毛装置上,用手把植毛装置按下,毛片会自动插入球头的孔里,连续放置毛片,按下16次。

注底胶
1、胶水的质量会关系到羽毛球的牢固度和耐用度;
2、生产羽毛球的胶水分为两大类:树脂胶和硝化棉;
3、注底胶后7天,等胶水干透就可以上线 。

胶水的品质对羽毛球品质是决定性的
勾线定型
1、把羽毛球放到上线机上,线随着机械的转动会自动上到羽毛球上 。
线要走两圈,两线之间的尺寸是在机械上设定好的,不用人工调整。线上好后,用剪刀把线剪断,要留出足够长的线头,以便打结。打好结的羽毛球要测量一下,看是否达到规定的口径,然后分类摆放。
2、拿一个尖嘴钳,夹住每一个毛片的下端进行逐一整理,校正每一个毛片,使他们的距离、角度保都一致,校正好 。
滚胶-静置定型-测速-品检-包装入桶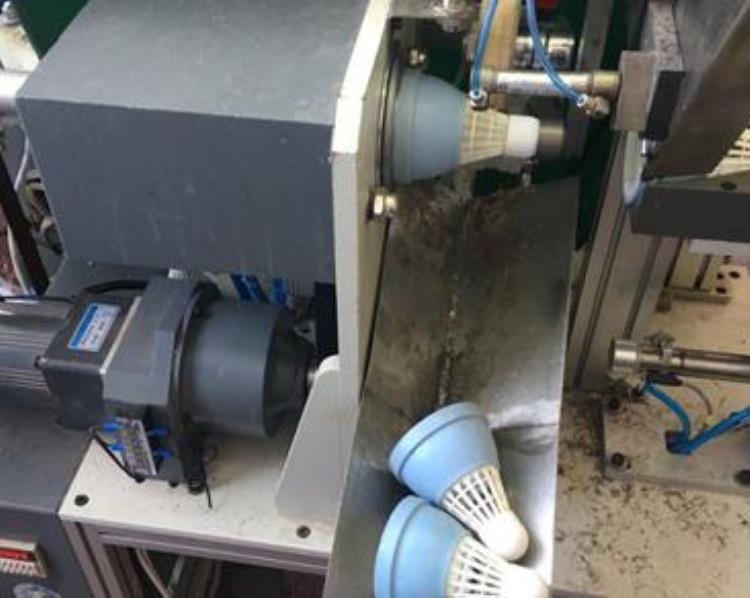


 羽毛球的三大指标:稳定、耐打、速度
羽毛球的三大指标:稳定、耐打、速度
稳定性指标
A级飞行:是羽毛球在飞行状态下,自身完全没有摇摆(晃动);飞行轨迹是一条标准的直线(俯视平面看);羽毛球自身转速达到350转/分左右(直到飞行处于自由落体阶段时,仍不能十分清楚地看到羽毛球的毛杆部份)。
B级飞行:是羽毛球在飞行状态下,自身只有微小程度的摇摆(小晃动),飞行轨迹基本是一条标准的直线(俯视平面看),羽毛球自身转速达到350转/分左右,直到飞行处于自由落体阶段时,仍不能十分清楚地看到羽毛球的毛杆部份。
C级飞行:是羽毛球在飞行状态下,自身会有小摇摆(较明显地晃动);飞行轨迹是基本是一条直线(俯视平面看);羽毛球自身转速达到300转/分左右(直到飞行处于自由落体阶段时,可能会较清楚地看到羽毛球的毛杆部份)。
D级飞行:是羽毛球在飞行状态下,自身会有明显地摇摆(明显的晃动);飞行轨迹不定(从俯视平面看);羽毛球自身转速有快有慢。不能达到上述三种飞行标准的均属于D级飞行球。
蛇形球:羽毛球在击发球后,从脱离拍面开始飞行时,由于自身转速超过标准,球速先快后慢,造成飞行轨迹像蛇在草地上游动,俗称蛇形球。这种球主要是发生在右毛球中。
转弯球:羽毛球在击发球后,从脱离拍面开始飞行时,由于自身转速超过标准,造成飞行轨迹有一个明显地向左转弯的现象(面对飞来的羽毛球看),俗称转弯球。这种球主要是发生在左毛球中。
耐打指标
1、同是鸭毛,毛片厚的要比薄的耐打;
2、毛片有折痕、虫蛀的,耐打性差;
3、用手指捏压羽毛球的线圈,捏后放手能迅速恢复原状说明弹性好,比较耐打;感觉太硬(有咯的一声)表明胶水比较脆,击打时羽毛容易折断;感觉太软表明胶水不足,会导致球的转速低,有球速过快或飞行偏移的情况出现;
4、不小心击打在羽毛球的毛片上时,毛片不会立即断裂;使用过一段时间后,毛片虽有断损,但16根羽毛的折损程度相当,这样的球就是相当耐打了。
5、低档球的耐打性未必就比高档球差,用半边毛做的羽毛球是最耐打的,其价格相当便宜,但因飞行稳定性、落点有欠缺,往往只能用来做低档的训练球。
6、高、低档球对球的性能要求不同:高档球一般在比赛、高级球友的训练中使用,追求的是飞行稳定、落点准确,耐打性就在其次了;低档球多为入门级、中级球友的训练、友谊比赛使用,其经济性要求就胜过对球性能本身的要求。
飞行速度
1. 羽毛球的飞行速度在在同一地区主要决定于它的整体重量、口径、毛型、左右毛之分、球头与球身的重量比,一般而言同一球厂出厂的羽球的口径是固定的,这时候决定球速的主要因素就在球的整体重量和球头与球身的重量比上了,对于球头与球身的重量比有严格的标准加以控制,以保证羽毛球的飞行性能;
2. 速度以飞行距离测量,分为75格林(格林为一欧洲重量单位)、76格林、77格林、78格林、79格林,各级以飞行距离正负15cm为间距;
3、依季节海拔气候的不同,所使用球的速度也不同:
同一种重量的羽毛球在不同地区的飞行速度又会有很大的区别,因为用球的重量和海拔高度以及气候有极为密切的关系,海拔高空气密度就小羽球在飞行时受的空气阻力就小,所以高海拔地区用的羽毛球的重量就要减轻一些。海拔低空气密度大,羽毛球飞行时受到的空气阻力就大,所以低海拔地区用的羽毛球重量就要重一点。
冬天 → 空气分子密度高(风阻大) → 球飞得慢 → 口径66mm

![]()
以上就是羽毛球的生产技术流程以及羽毛球的性能指标。看完之后您是不是准备开一家羽毛球工厂了呀,哈哈。后续将继续撰写深度文章,欢迎大家关注转发交流。
本站声明:以上部分图文视频来自网络,如涉及侵权请联系删除










